





UHP 350 mm grafitové elektródy v elektrolýze na tavenie ocele




Technický parameter
| Parameter | Časť | Jednotka | Údaje UHP 350 mm (14”). |
| Nominálny priemer | elektróda | mm (palec) | 350 (14) |
| Maximálny priemer | mm | 358 | |
| Min. priemer | mm | 352 | |
| Nominálna dĺžka | mm | 1600/1800 | |
| Maximálna dĺžka | mm | 1700/1900 | |
| Min. dĺžka | mm | 1500/1700 | |
| Maximálna prúdová hustota | KA/cm2 | 20-30 | |
| Aktuálna nosnosť | A | 20 000-30 000 | |
| Špecifický odpor | elektróda | μΩm | 4,8-5,8 |
| Vsuvka | 3,4-4,0 | ||
| Pevnosť v ohybe | elektróda | Mpa | ≥12,0 |
| Vsuvka | ≥22,0 | ||
| Youngov modul | elektróda | Gpa | ≤13,0 |
| Vsuvka | ≤18,0 | ||
| Objemová hustota | elektróda | g/cm3 | 1,68-1,72 |
| Vsuvka | 1,78-1,84 | ||
| CTE | elektróda | ×10-6/℃ | ≤1,2 |
| Vsuvka | ≤1,0 | ||
| Obsah popola | elektróda | % | ≤0,2 |
| Vsuvka | ≤0,2 |
POZNÁMKA: Môžeme ponúknuť akúkoľvek špecifickú požiadavku na rozmer.
Trieda produktu
Typy grafitových elektród sú rozdelené na bežné výkonové grafitové elektródy (RP), vysokovýkonné grafitové elektródy (HP), ultra vysokovýkonné grafitové elektródy (UHP).
Hlavne použitie pre elektrické oblúkové pece pri výrobe ocele
Grafitové elektródy na výrobu ocele tvoria 70-80% z celkového množstva aplikovaných grafitových elektród. Prechodom vysokého napätia a prúdu na grafitovú elektródu sa medzi špičkou elektródy a kovovým šrotom vytvorí elektrický oblúk, ktorý bude produkovať obrovské teplo na roztavenie šrotu. Proces tavenia spotrebuje grafitovú elektródu a musí sa neustále vymieňať.
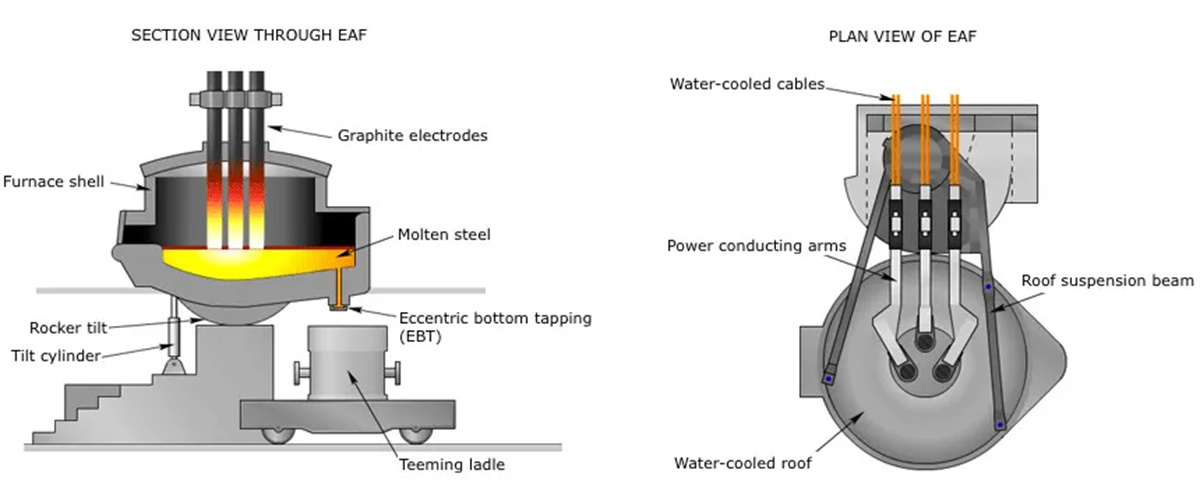
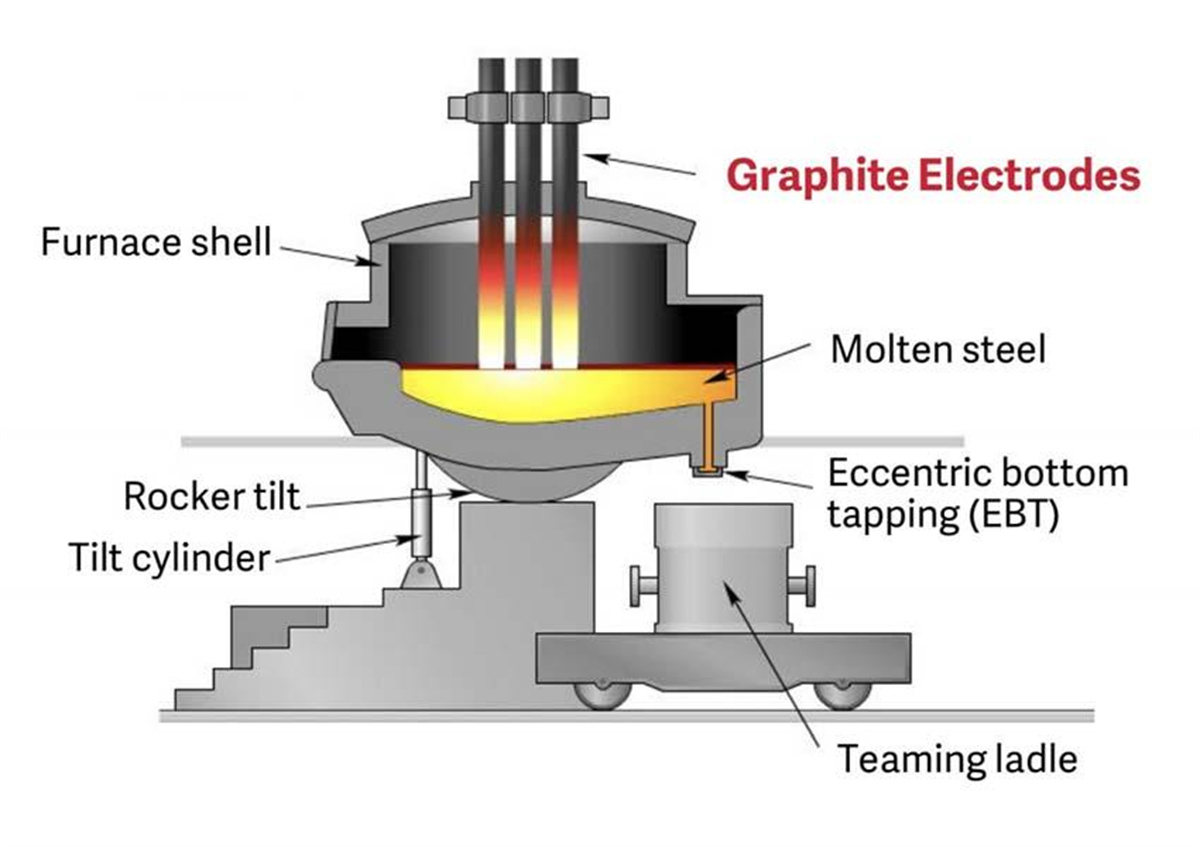
UHP grafitová elektróda sa bežne používa v oceliarskom priemysle pri výrobe ocele pre elektrické oblúkové pece (EAF). Proces EAF zahŕňa roztavenie oceľového šrotu na výrobu novej ocele. UHP grafitová elektróda sa používa na vytvorenie elektrického oblúka, ktorý ohrieva oceľový šrot na bod tavenia. Tento proces je efektívny a nákladovo efektívny, pretože umožňuje vyrábať oceľ rýchlo a vo veľkých množstvách.
Rez a pôdorys elektrickej oblúkovej pece
Sme výrobcom vlastnená kompletná výrobná linka a profesionálny tím.
30% TT vopred ako záloha, 70% zostatok TT pred dodaním.
Súvisiace produkty
-

Grafitová elektróda sa používa na rafináciu korundu E...
Tabuľka technických parametrov 1: Technický parameter pre malý priemer grafitovej elektródy Priemer časti Odpor v ohybe Pevnosť v ohybe Mladý Modul Hustota CTE Popol Palec mm μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 Elektróda 7,5-8,5 ≥9,3 ≤9,5 -1,64 ≤ 2,4 ≤0,3 Vsuvka 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Elektróda 7,5-8,5 ≥9,0 ≤9,3 1,55-1,04 1,55-1,064 ..
-

Soderberg uhlíková elektródová pasta pre Ferroallo...
Technický parameter Položka Utesnená elektróda minulá štandardná elektródová pasta GF01 GF02 GF03 GF04 GF05 Prchavý tok (%) 12,0-15,5 12,0-15,5 9,5-13,5 11,5-15,5 11,5-15,5 kompresná sila.08.08 Pevnosť v tlaku.08 21,0 20,0 Odpor (uΩm) 65 75 80 85 90 Objemová hustota (g/cm3) 1,38 1,38 1,38 1,38 1,38 Predĺženie (%) 5-20 5-20 5-30 15-40,40. .
-

Vysokohustotná grafitová pec s malým priemerom...
Tabuľka technických parametrov 1: Technický parameter pre malý priemer grafitovej elektródy Priemer časti Odpor v ohybe Pevnosť v ohybe Mladý Modul Hustota CTE Popol Palec mm μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 Elektróda 7,5-8,5 ≥9,3 ≤9,5 -1,64 ≤ 2,4 ≤0,3 Vsuvka 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Elektróda 7,5-8,5 ≥9,0 ≤9,3 1,55-1,04 1,55-1,064 ..
-

Bežná výkonová grafitová elektróda s malým priemerom...
Tabuľka technických parametrov 1: Technický parameter pre malý priemer grafitovej elektródy Priemer časti Odpor v ohybe Pevnosť v ohybe Mladý Modul Hustota CTE Popol Palec mm μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 Elektróda 7,5-8,5 ≥9,3 ≤9,5 -1,64 ≤ 2,4 ≤0,3 Vsuvka 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Elektróda 7,5-8,5 ≥9,0 ≤9,3 1,55-1,04 1,55-1,04 .
-

Pecná grafitová elektróda malý priemer 75 mm ...
Tabuľka technických parametrov 1: Technický parameter pre malý priemer grafitovej elektródy Priemer časti Odpor v ohybe Pevnosť v ohybe Mladý Modul Hustota CTE Popol Palec mm μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 Elektróda 7,5-8,5 ≥9,3 ≤9,5 -1,64 ≤ 2,4 ≤0,3 Vsuvka 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Elektróda 7,5-8,5 ≥9,0 ≤9,3 1,55-1,04 1,55-1,064 ..
-

FC s nízkym obsahom síry 93% karburátor Carbon Raiser Iro...
Grafitový ropný koks (GPC) Zloženie Pevný uhlík (FC) Prchavé látky (VM) Síra(S) Popol Dusík(N) Vodík(H) Vlhkosť ≥98 % ≤1 % 0≤0,05 % ≤1 % ≤0,03 % ≤0,01 % ≤ 0,5 % ≥ 98,5 % ≤ 0,8 % ≤ 0,05 % ≤ 0,7 % ≤ 0,03 % ≤ 0,01 % ≤ 0,5 % ≥ 99 % ≤ 0,5 % ≤ 0,03 % ≤ 0,5 % ≤ 0,03 % ≤ 0,03 % ≤ 0,03 % ≤ 0,03 % 0-0,50 mm, 5-1 mm, 1-3 mm, 0-5 mm, 1-5 mm, 0-10 mm, 5-10 mm, 5-10 mm, 10-15 mm alebo podľa výberu zákazníka Balenie: 1. Vodotesné...





